ET- F1 engine cylinder hole eddy current flaw detector
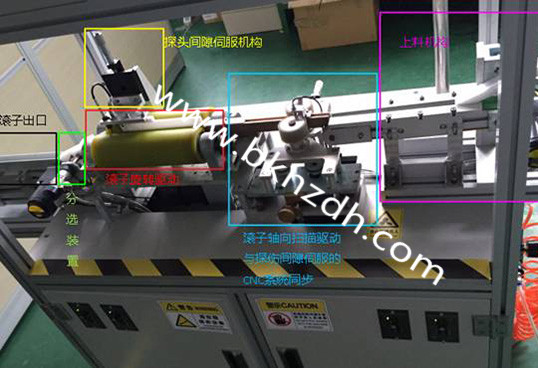
The equipment consists of instrument system, rotating probe system, probe servo system (including probe floating device), detection and positioning system, electrical control system, etc. In order to adapt to the possible large tolerance of shape and position, the device is designed with probe guiding device, collision avoidance device and probe floating device. This device allows the position tolerance of cylinder bore to positioning pin bore up to plus or minus 5mm. At the same time, the collision avoidance device can automatically start the stop procedure when the comprehensive tolerance between the position of the cylinder block and the positioning of the cylinder block exceeds this range, so as to avoid damaging the cylinder block and the equipment.


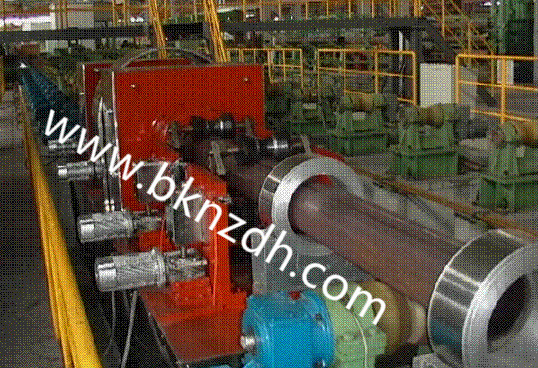
 High performance tube eddy current and magnetic flux leakage testing machine
High performance tube eddy current and magnetic flux leakage testing machine